A brief introduction of waste tyre recycling industry
There are over 285 million tires discarded annually in the United States and 1-3 billion are currently in landfills. About 75% of the discarded tires are placed in landfills annually, and though they represent only 1% of municipal solid waste, they are not biodegradable and pose significant environmental problem. The scrap tire recycling industry in the United States has grown rapidly since 1986. For more than quarter of a century, the tire recycling industry has explored ways to use recycling tires as a raw material in manufacturing new products. These innovations have turned what might have been a waste into a specification grade recyclable industry.

Every two weeks, Americans wear almost 50 million pounds of rubber off their tires. That’s enough to make 3.25 million new tires from scratch. The Environmental Protection Agency reports 290 million scrap tires were generated in 2003. Of the 290 million, 45 million of these scrap tires were used to make automotive and truck tire re-treads. The United States has decreased the number of waste tires in storage from 700-800 million in 1994, down to 275 million tires in 2004 primarily due to state scrap management programs.

At the end of 2009, the Unites States generated approximately 290 million scrap tires. In the United States of America, scrap metal processors recycle the following estimated quantities on an annual basis:
56 million tons of scrap iron and steel;
1.5 million tons of scrap copper;
2.5 million tons of scrap aluminum;
9 million tons of scrap automobiles;
1.3 million tons of scrap lead;
300,000 tons of scrap zinc;
800,000 tons of stainless steel scrap;
Pyrolysis is process of molecular breakdown where larger molecules are broken down into small molecules. Pyrolysis plant is an industry designed to carry out pyrolysis of waste plastic & tires. In case of plastic & tires pyrolysis, long chain polymer is broken down into smaller chains of hydrocarbon gas and pyrolysis oil. Heat and catalyst are required for the following reaction.

Final Products Analysis Of Tyre Pyrolysis:
(1)Fuel oil(45%-50%):
The main oil product produced by recycling application is the fuel oil, which is wide used for industrial and commercial purposes. The oil has 45%-50% of the amount of recycled scrap tires, which will be carried with licensed tanker trucks.
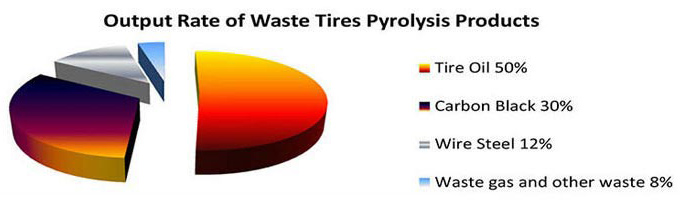
(2)Carbon black from tyre pyrolysis(30%-35% ):
Carbon black is the main product recycled by the pyrolysis technology. The amount of recycled carbon black is 30%-35% (depending on the type of tire) of the total amount of scrap tires recycled in the system. Carbon black is used as raw material or main ingredient in many industries and the chemical structure of carbon black strengthens, lengthens the endurance, and improves the coloring features of the materials.

Carbon black produced by pyrolysis application (CBP) is more economical compared to carbon black produced primarily from petroleum and is more price-efficient. It is to be used as an ingredient in the following industries:
(1)Electric cable jacketing;
(2)Conveyor bands;
(3)Carrier bands;
(4)Home and doormats;
(5)Black nylon bags;
(6)Rubber additives;
(7)Automotive spare parts;
(8)Heat isolation;
(9)Black colorant in rubber materials;
(10)Plastic pipes;
(11)Industrial rubber products;
(12)Fire fighting.
(3)Steel wire (15 to 20%):
Tires contain steel wires, the amount ranging from 15% to 20% of the total tire weight. All of the steel present in the tire can be detached after the pyrolysis recycling process is completed. Valuable steel wires are pressed and sold to steel and scrap dealers.
(4)Waste gas and other waste (5% to 8%):
Non-condensable gases arise during the recycling application which:
Has a higher calorific value compared to natural gas;
Can replace natural gas and propane when stored;
Can be used as energy resource in gas burners, also used in pyrolysis system.
The amount of gas generated in the system is 5% to 8% of the total amount of recycled tires and considering the 9 ton scrap tire/day recycling capacity, the facility generates 1400 – 1500 m³/day gas which has an enormous energy potential when evaluated.

Features of waste tyre pyrolysis plant:
90% waste tire recycling will be achieved (no churn left after the process).
No chemical ingredients are used in the process (the process is completely environmentally friendly).
During and after the process no soil, water or air pollution is observed.
The process creates economically valuable products out of waste (all of the products are industrial raw materials that have a market value).
The most cost-effective waste tire recycling technology in the world.
Raw material (waste tire) is cheap and easy to provide. These are the by-products of tire production.Each recycled ton of tire preserves 9 tons of CO2 that is a major greenhouse gas.
The process can be applied to all rubber based materials.
The system creates an alternative source of energy to replace petroleum products and natural gas.
The system gives the opportunity to governments and local administrations to deal with the waste tire problem to a great extent.
The system prevents the spread of diseases caused by waste tires.
The process of pyrolysis has duration of 4 to 12 hours, depending on the amount and type of tire (car tire, truck tire, etc.). During the process different vacuum values are applied in pre-determined temperatures and in different phases different gases are obtained and the condensed gas is stored as fuel-oil in tanks.

Thus, disposal or recycling of such tyres is definitely a crucial task that all country should perform seriously to avoid polluting the environment. Beston pyrolysis plant is now at the moment for tyre recycling projects due to offering usable end products, economic benefits, great environment-safe benefits etc.
You can refer to the specification and parameters of our pyrolysis plants for waste tyres below,
| Item | Details | |||
| Model | BLJ-6 | BLJ-10 | BLJ-16 | BLL-20 |
| Daily Capacity | 6T | 8T-10T | 15-20T | 20-24T |
| Working Method | Batch | Semi-Continuous | Fully Continuous | |
| Raw Materials | Waste Plastic, Tyre, Rubber, Oil Sludge | |||
| Reactor Size | D2.2*L6.0m | D2.6*L6.6m | D2.8*L7.1m | D1.4*L11m |
| Pattern | Horizontal & Rotary | |||
| Heating Materials | Charcoal, Wood, Fuel Oil, Natural Gas, LPG, etc. | |||
| Total Power | 24kw/h | 30kw/h | 54kw/h | 71.4kw/h |
| Floor Area (L*W*H) | 30*10*8m | 30*10*8m | 40*10*8m | 45*25*10m |
| Operating Pressure | Normal Pressure | Constant Pressure | ||
| Cooling Method | Water Cooling | |||
| Life span | 5-8 Years | |||